
Восстановление изношенных деталей методом электроконтактной приварки стальных проволок

Текст: И. И. Загиров, канд. техн. наук; И. Р. Шакиров, инженер, ФГБОУ ВО «Башкирский государственный аграрный университет»; В. И. Карамов, учитель математики МБОУ СОШ с. Новый Актанышбаш
Одна из важнейших проблем, стоящих перед многими сельхозпроизводителями, заключается в повышении сроков эксплуатации имеющейся аграрной техники с минимальными затратами на эти цели. Среди возможных способов решения этой задачи ключевым является организация восстановления изношенных деталей.
Существует достаточно много методов продления срока эксплуатации различных деталей сельскохозяйственной техники. Специалисты и инженеры ФГБОУ ВО «Башкирский государственный аграрный университет» проверили некоторые из них, выявили наиболее результативные способы обновления изношенных частей, а также дали свои рекомендации по выбору присадочных проволок и разработке технологических процессов восстановления.
МЕТОД ПРИВАРКИ
Наиболее эффективными способами обновления наружных цилиндрических поверхностей изношенных валов считаются электроконтактные методы. Они основаны на принципе шовной сварки, в результате чего есть возможность формировать тонкие, ровные, термомеханически упрочненные слои металлопокрытия, не требующие последующей термической обработки. В качестве присадочных материалов при реализации данного способа могут применяться стальные ленты, сетки, металлические порошки, но наиболее доступным и дешевым видом являются выпускаемые металлургической промышленностью в самой широкой номенклатуре диаметров и химических составов стальные проволоки, область применения которых достаточно обширна.
Способ электроконтактной приварки стальных проволок, или ЭКПП, эффективно применяется для восстановления большинства валов сельскохозяйственной техники, работающих как на износ, так и при динамических и повторно-переменных нагрузках. Исключение составляют тяжело нагруженные коленчатые валы, особо крупные, то есть диаметром более 120–150 мм, комплектующие, а также детали с износами рабочих поверхностей более 0,8–1 мм на сторону. Себестоимость восстановления изделий при помощи ЭКПП не превышает 20–40 процентов новых при равном ресурсе.
УСТАНОВКА И МАТЕРИАЛЫ
Механизм восстановления и формирования металлопокрытия довольно прост. Присадочная проволока затягивается между укрепленной в патроне наплавочной установки деталью и роликом-электродом, разогревается до пластического состояния и осаживается. При приварке металлической нити по винтовой линии образуется сплошное металлопокрытие. Импульсы тока длительностью 0,04–006 секунды формируются сварочным трансформатором и прерывателем тока. Способ электроконтактной приварки стальных проволок может быть реализован на наплавочных установках типа 011-1-02, 011-1-02Н, 011-1-05, 011-1-07 и других, разработанных в ФГБНУ «Федеральный научный агроинженерный центр ВИМ». Однако аппарат для ЭКПП может быть изготовлен в производственных условиях на базе бывших в употреблении токарного станка и машины шовной сварки. При этом следует помнить, что одной из наиболее важных частей подобного наплавочного устройства является основной инструмент — ролик-электрод.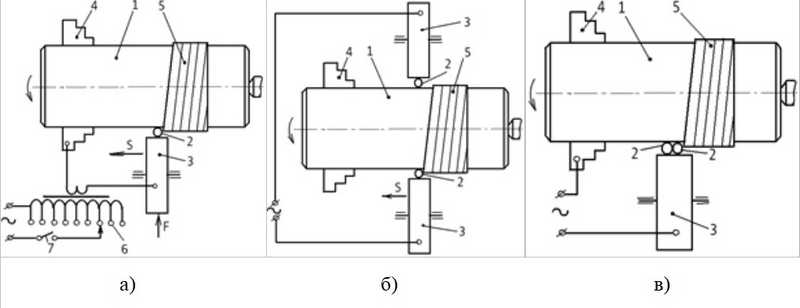
Рис. 1. Схемы ЭКПП: а — основная; б — двухроликовая с двумя проволоками; в — однороликовая двумя проволоками. 1 — деталь; 2 — присадочная проволока; 3 — ролик-электрод; 4 — патрон; 5 — металлопокрытие; 6 — сварочный трансформатор; 7 — прерыватель тока
Для осуществления электроконтактной приварки необходимо ответственно подойти к выбору самой присадочной проволоки. Ее химический состав должен полностью соответствовать либо существенно не отличаться от состава металла детали. Большинство валов сельскохозяйственного назначения изготавливаются из конструкционных или легированных сталей, поэтому для восстановления подобных деталей рекомендуется применять проволоки видов НП-50, НП-65, НП-80 из углеродистых сталей, а также металлические нити из легированных сталей марок НП-50Г, НП-65Г, НП-30ХГСА и других по ГОСТу 10543-82
ЭТАПЫ ПОДГОТОВКИ
При необходимости перед приваркой проволоки могут производиться следующие подготовительные операции: подготовка восстанавливаемой поверхности, заключающаяся в чистке и обезжиривании; правка центровых фасок; предварительное шлифование поверхностей с односторонним износом и снятие дефектного слоя, что важно для качественного проведения ЭКПП. К примеру, высота единичной площадки при наплавке проволоки диаметром 1,8 мм составляет примерно 0,45–0,5 мм, то есть в 3,5–4 раза меньше диаметра самой металлической нити. Для снятия дефектного слоя и выведения неравномерного износа рабочие поверхности валов перед приваркой обычно шлифуют на глубину порядка 0,1 мм на сторону. Минимальный припуск на последующую механическую обработку поверхностей равен 0,15–0,2 мм на сторону. Таким образом, при применении проволоки указанного диаметра можно восстанавливать детали с износами до 0,2–0,3 мм, то есть подавляющее большинство валов сельскохозяйственной техники.
КОНТРОЛЬ ПРОЧНОСТИ
Соединение присадочного и основного металлов при электроконтактной приварке стальных проволок формируется в твердой фазе и без оплавления контактирующих поверхностей. При этом прочность приварки покрытия определяется степенью пластических изменений присадочной металлической нити. При максимально достижимой ее осевой деформации в 44–46 процентов крепость сварки равна прочности основного металла вала. Последующая после ЭКПП механическая обработка поверхности осуществляется шлифованием. Контроль качества восстановления включает в себя периодические замеры твердости, а также измерение осевой пластической деформации присадочной проволоки при ее приварке. Эффективность и производительность процедуры восстановления изношенных деталей при помощи ЭКПП можно повысить практически в два раза при условии перехода на одновременную приварку двух присадочных проволок либо с двух заходов, либо сразу в одном. В первом случае для точного наложения сварных валиков на деталь по винтовой линии металлические нити в зону сварки рекомендуется подводить через направляющий кондуктор.
Метод электроконтактной приварки стальных проволок — производительный и эффективный способ восстановления валов сельскохозяйственной техники. При этом его можно успешно применять не только для обновления деталей, но и с целью упрочнения рабочих поверхностей почвообрабатывающих и других агрегатов, например режущей части сошников. Специалистами ФГБОУ ВО «Башкирский государственный аграрный университет» ведутся дальнейшие исследования в направлении разработки технологических процессов ЭКПП с применением легированных и цветных присадочных материалов.